GaN vs SiC: Why the Choice Hinges on Voltage and Failure Modes
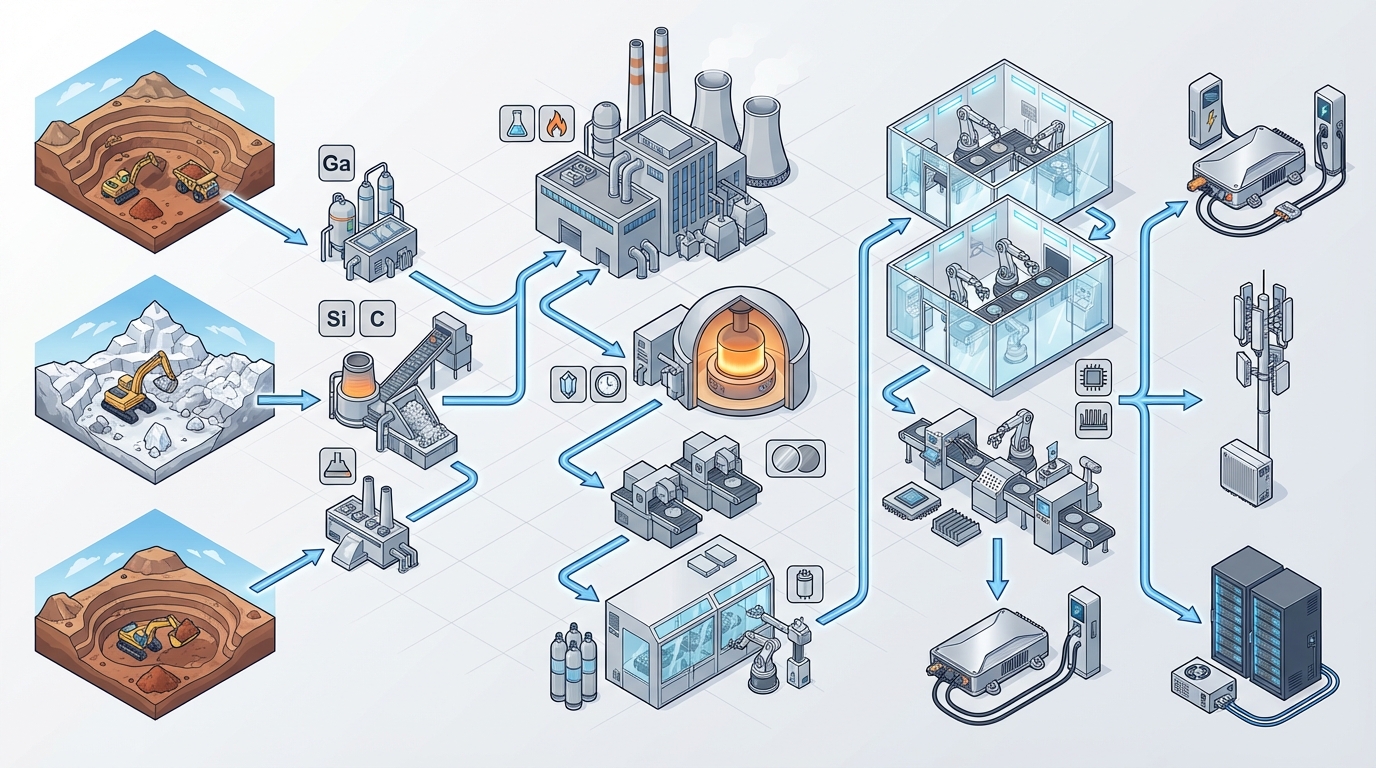
Wide-bandgap (WBG) semiconductors have moved from theory into mainstream power hardware. GaN and SiC devices now sit at the core of EV inverters, onboard chargers, solar inverters, telecom rectifiers, and increasingly, data center power shelves. Underneath the commercial narrative, the physics of gallium nitride and silicon carbide define very different operating envelopes, reliability profiles, and raw-material dependencies. This tech deep dive on gallium nitride vs silicon carbide for power electronics focuses on how the intrinsic materials, device architectures, and supply chains interact to set real limits on what these technologies can credibly deliver between roughly 650-1200 V.
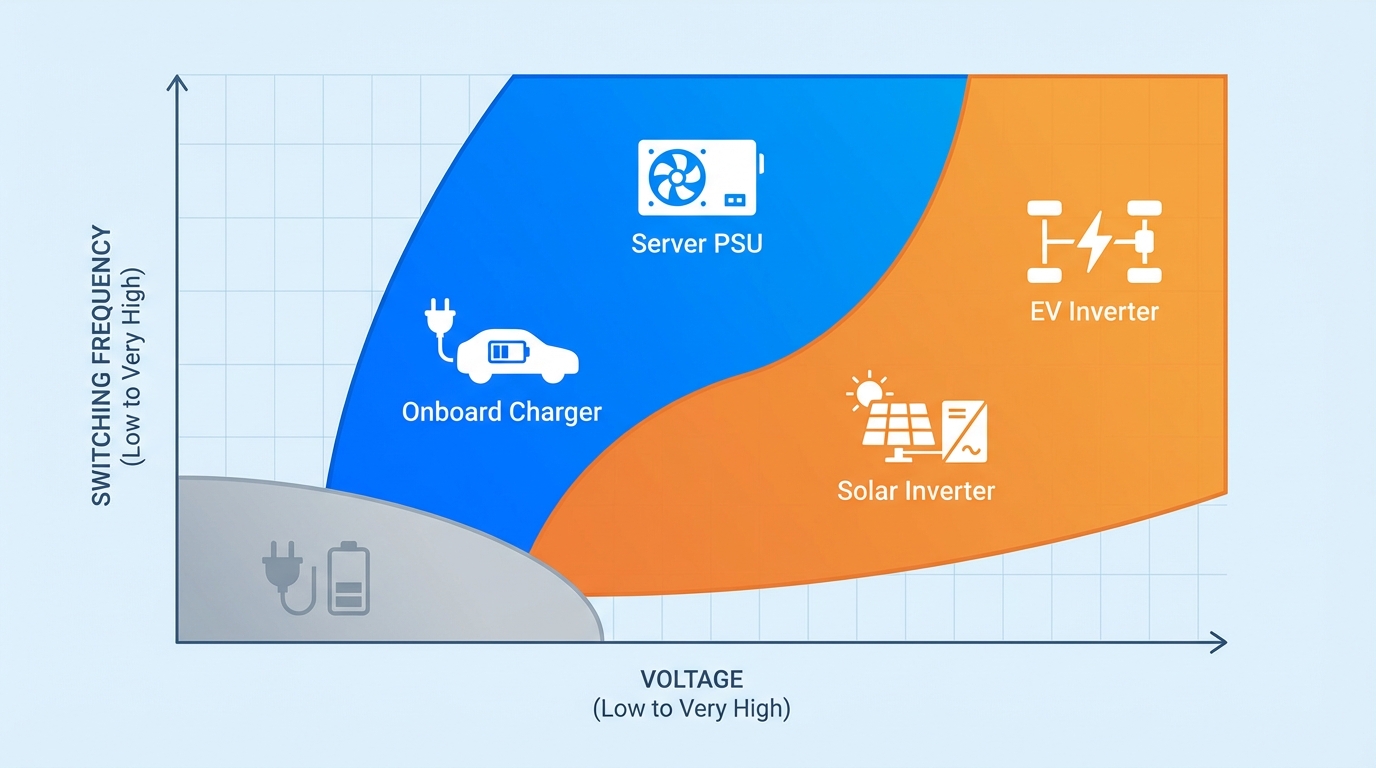
The headline contrast is straightforward: SiC excels when bus voltages and power levels climb, thermal margins tighten, and modules face sustained stress; GaN dominates where switching frequency, power density, and fast transient control are paramount. The reality in production, however, is more nuanced. Gate drive constraints, dynamic loss mechanisms, substrate choices, and gallium availability create second-order effects that are increasingly visible in 2024–2025 hardware platforms.
1. Material Fundamentals: Where Physics Sets Absolute Limits
At the foundation, GaN and SiC share the defining attributes of wide-bandgap semiconductors: high breakdown fields, low intrinsic carrier concentrations, and tolerance for elevated junction temperatures. These traits underpin the disruption of traditional silicon IGBTs and MOSFETs. Yet GaN and SiC diverge enough at the material level that they naturally occupy different regions of the voltage–frequency–power map.
1.1 Bandgap, Breakdown Field, and Voltage Headroom
Silicon’s bandgap of around 1.1 eV has long been a bottleneck for high-voltage, high-temperature power electronics. SiC, typically in its 4H polytype, offers a bandgap of roughly 3.2–3.3 eV, while GaN sits slightly higher near 3.4 eV. A wider bandgap suppresses intrinsic carrier concentration by orders of magnitude at a given temperature, which in practice means much lower leakage currents and far higher breakdown fields for the same device geometry.
For SiC, the critical electric field is roughly an order of magnitude higher than silicon. This enables 1200 V and 1700 V MOSFETs and diodes with comparatively thin drift regions and acceptable on-resistance. In EV traction inverters and high-power solar stages, this high breakdown strength translates directly into die area savings or extra margin against overvoltage events and surge conditions.
GaN’s breakdown field is even higher in theory, but the way GaN is realised in power devices constrains that advantage. Most commercial GaN power transistors today are lateral high-electron-mobility transistors (HEMTs) grown epitaxially on foreign substrates (silicon, sapphire, or SiC). The lateral geometry and substrate lattice mismatch make it challenging to scale beyond the 650–900 V class without running into dynamic avalanche, trapping, and long-term reliability concerns. As a result, GaN currently dominates the 100–650 V space and only selectively pushes higher, while SiC comfortably covers 650–1200 V and beyond.
The practical implication: SiC’s bandgap and breakdown field convert into system-level voltage headroom and transient tolerance; GaN’s superior theoretical breakdown field is constrained by device structure and substrate integration rather than the material in isolation.
1.2 Electron Mobility, 2DEG Formation, and Velocity Saturation
The defining feature of GaN in power electronics is the formation of a two-dimensional electron gas (2DEG) at the AlGaN/GaN heterointerface. This 2DEG yields very high electron mobility compared with bulk SiC, typically measured at more than 2000 cm²/V·s in optimised structures, versus around 800–1000 cm²/V·s for 4H-SiC and roughly 1400 cm²/V·s for silicon. Crucially, GaN sustains this mobility at high sheet charge density, enabling low channel resistance and very fast switching.
Both GaN and SiC exhibit high electron saturation velocities, significantly higher than silicon. That trait allows short channels and aggressive scaling of device dimensions without catastrophic mobility degradation at high electric fields. In practice, however, GaN’s heterostructure channel outperforms SiC MOSFET channels at high frequencies. This shows up in device figures of merit that combine on-resistance with charge-related switching losses, where GaN often delivers a lower RDS(on)·QG and RDS(on)·QOSS than similarly rated SiC devices in the sub‑1 kV range.
That mobility edge is the physical reason why GaN can credibly support switching in the MHz range in real power converters, while SiC generally finds its economic sweet spot in the tens to hundreds of kHz range. The cost of that speed is tighter control of parasitics, layout, and gate drive, which becomes a central operational constraint in high-density GaN designs.
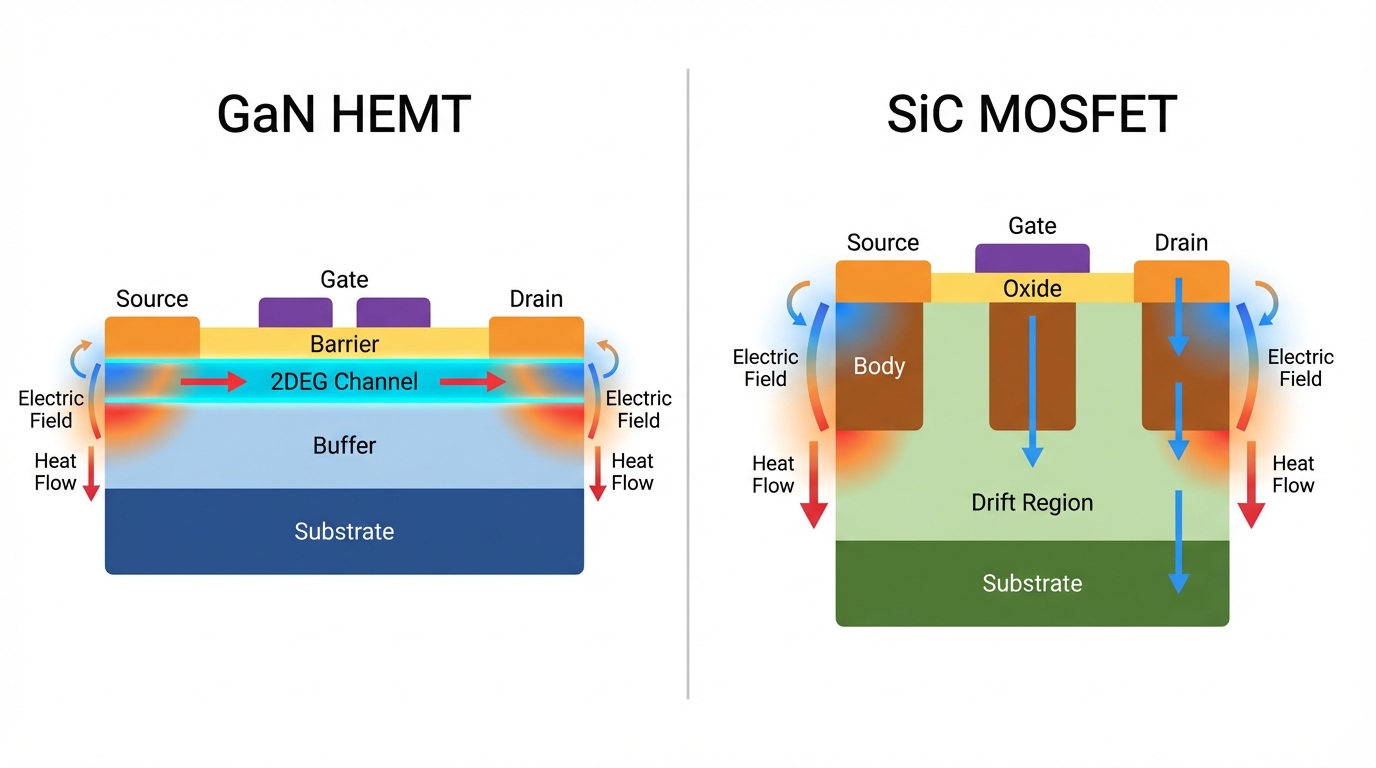
1.3 Thermal Conductivity and Heat Flow
Thermal conductivity is one of SiC’s blunt advantages. Bulk SiC is substantially more thermally conductive than silicon, while GaN’s effective thermal performance is heavily influenced by its substrate and epitaxial stack. Typical values cited in industry literature place SiC near several hundred W/m·K, with silicon below that, and GaN on silicon or sapphire even lower once interface resistances are included.
In operational terms, this means SiC devices can sustain higher power densities and junction temperatures before hitting thermal runaway or excessive derating. In traction inverters, where modules are pushed hard under variable cooling conditions, SiC’s ability to maintain safe operation with elevated junction temperatures is often more decisive than a marginal efficiency advantage. Thermal headroom becomes a kind of “safety capital” that can absorb real-world deviations from ideal cooling or load profiles.
GaN responds differently to thermal stress. GaN devices can exhibit significantly lower switching losses and lower RDS(on) at a given voltage rating, which means that the total heat generated in a given converter stage may be lower than for SiC or silicon. But when localised hotspots do form-especially near the gate or in the buffer-lower substrate thermal conductivity and interface resistance can accelerate local temperature rises. Consequently, GaN’s thermal story is strongly coupled to advanced packaging, careful layout, and often to the adoption of high-performance, low-inductance packages (e.g., embedded packages, laminate-based modules).
| Property (Indicative) | SiC | GaN | Silicon (Reference) |
|---|---|---|---|
| Bandgap | ≈3.2–3.3 eV | ≈3.4 eV | ≈1.1 eV |
| Typical Power Voltage Range | 650–1700 V and above | 100–650 V (selectively to ~900 V) | Up to ~600–900 V |
| Electron Mobility (order of magnitude) | ~103 cm²/V·s | >2×103 cm²/V·s (2DEG) | ~1.4×103 cm²/V·s |
| Thermal Conductivity (relative) | High | Moderate (substrate-limited) | Moderate |
| Dominant Device Form | Vertical MOSFET/diode | Lateral HEMT (emerging vertical) | Vertical MOSFET/IGBT |
2. Device Architectures and Switching Loss Mechanisms
Material physics alone does not decide outcomes. Device structure, charge storage, and parasitic behavior determine whether those theoretical advantages translate into lower loss and higher reliability in actual converters.
2.1 SiC MOSFETs: Vertical, Rugged, and Thermally Tolerant
SiC power devices are predominantly vertical MOSFETs and diodes. The current path runs perpendicular to the wafer surface, with a thick drift region supporting high voltage and a channel formed under the gate, similar in topology to silicon MOSFETs. This vertical architecture scales naturally to higher voltages by adjusting drift region thickness and doping, at the expense of on-resistance and die area.
SiC MOSFETs still carry some of the limitations of MOS interfaces: channel mobility degradation due to interface traps, threshold voltage shifts under stress, and the need for relatively high gate drive voltages (often in the ±15–20 V range). Their intrinsic body diode also introduces reverse recovery charge, although substantially less than silicon IGBTs. At high switching speeds, charge-related losses in the output capacitance and body diode tail currents begin to dominate, typically constraining economic switching frequencies to a few hundred kHz in high-power applications.
The trade-off is attractive for traction inverters, industrial drives, and large solar inverters: slightly higher switching losses than GaN in exchange for straightforward high-voltage scaling, strong avalanche ruggedness, and robust short-circuit withstand capability when properly derated.
2.2 GaN HEMTs: Lateral 2DEG Channels and Ultra-Fast Switching
GaN power devices are typically lateral enhancement-mode HEMTs. The core conduction channel is the AlGaN/GaN 2DEG, which offers low resistance and high speed. Early devices were depletion-mode, requiring complex gate drive or cascode arrangements; contemporary power GaN generally uses p-GaN or gate-injection structures to create enhancement-mode behavior with gate swings compatible with silicon driver ecosystems.
These devices have two major electrical advantages. First, the absence of an intrinsic body diode eliminates reverse recovery losses. Reverse conduction occurs through the channel itself, which, when properly driven, can significantly reduce Qrr-related losses and EMI. Second, output capacitance and gate charges are typically much lower at a given voltage rating than in SiC MOSFETs. Combined with the high electron velocity in the 2DEG, this translates into extremely short switching times and low ESW at moderate voltages.
The downside is that such fast switching makes the design hypersensitive to stray inductance, layout, and coupling. Turn-on and turn-off transients can easily create overshoot, ringing, or false triggering if Miller capacitance and gate impedance are not controlled. In other words, GaN’s physics gives access to MHz-class operation, but at the price of much tighter system-level engineering discipline.
2.3 Conduction vs Switching Losses: Where Each Technology Wins
Losses in power devices more or less decompose into conduction losses (I²·R) and switching losses (proportional to V·I·tSW·f). SiC’s lower RDS(on) scaling at high current and high voltage tends to minimise conduction losses in high-power, high-duty-cycle applications. GaN, with its lower capacitances and faster intrinsic dynamics, reduces switching losses dramatically at moderate voltages and currents, especially in hard-switched topologies.
In a high-frequency DC-DC stage or a totem-pole PFC operating below roughly 650 V, GaN frequently yields both higher efficiency and much higher power density by enabling several-fold frequency increases. This shrinks magnetics and reduces the volume of passives. In a 800–1200 V traction inverter, by contrast, SiC’s conduction and surge robustness gains dominate; pushing GaN to equivalent blocking voltages in lateral form would incur unacceptable reliability and derating penalties at current manufacturing maturity.
One analytical insight emerging from field data in 2023–2024 is that SiC’s most valuable contribution in harsh environments is not strictly peak efficiency; it is the enlargement of the safe operating area (SOA). That extra robustness under overvoltage, temperature excursions, and repetitive surge events often determines long-term system behavior more than small percentage-point differences in nameplate efficiency.
3. Reliability, Degradation Mechanisms, and Failure Modes
Reliability physics is where GaN and SiC diverge most clearly. Early failures, long-term drift, and catastrophic breakdown follow different patterns in the two technologies. Understanding these patterns is essential for deciding where GaN and SiC are credible for mission-critical deployments versus where they remain more suitable for consumer or short-lifetime equipment.
3.1 SiC: Channel Instabilities vs Bulk Ruggedness
SiC’s reliability story has evolved rapidly over the last decade. Early-generation devices suffered from significant threshold voltage drift and gate oxide reliability concerns, especially under high-temperature gate bias. Process refinements, improved gate oxides, and defect engineering in epitaxial layers have markedly reduced these issues, but they have not vanished entirely.
Known physics-driven concerns include bipolar degradation (e.g., stacking faults initiated under forward conduction in bipolar devices), basal plane dislocations, and interface trap-related mobility degradation in MOS channels. Modern 4H-SiC processes have largely mitigated the worst effects, and many automotive-qualified devices now demonstrate long mean time to failure (MTTF) even at elevated junction temperatures. Nonetheless, conservative derating, robust gate driver design, and close attention to avalanche limits remain central to SiC reliability engineering.
In return, SiC offers strong avalanche capability and robust short-circuit withstand for carefully specified durations, which is critical for traction inverters and medium-voltage drives. When failures occur, they are often linked to repetitive overvoltage or inadequate thermal design rather than intrinsic material weakness under nominal operating envelopes.
3.2 GaN: Trapping, Dynamic RDS(on), and Buffer Reliability
GaN’s reliability challenges are tied closely to its heteroepitaxial nature and lateral geometry. The AlGaN barrier, GaN buffer, and interfaces to foreign substrates introduce defect populations that interact with hot electrons and high electric fields. Under switching stress, charge trapping in the barrier or buffer can cause dynamic RDS(on) increases—sometimes significant—relative to static datasheet values.
This dynamic RDS(on) rise effectively means that a device operated under realistic high-voltage switching can run hotter and less efficiently than predicted from DC measurements alone. In automotive onboard chargers and industrial PFC stages, this has historically complicated design margins. Newer device generations introduce techniques such as carbon-doped buffers, field plates, and optimised barrier layers to suppress trapping and current collapse, but long-term field data in harsh environments remains more limited than for SiC.
Gate reliability is another focus area. Enhancement-mode GaN HEMTs often operate with relatively narrow gate voltage windows compared with SiC MOSFETs, and are more sensitive to overshoot, undershoot, and oscillations. Tight control of gate driver slew rates, ringing, and Miller coupling is therefore not optional in high-reliability GaN deployments; it is a foundational part of the reliability budget.
3.3 Mission Profiles: Where Field Data Is Converging
Accelerated life testing and field returns increasingly illustrate a pattern. SiC has become the default WBG technology in automotive traction inverters, high-power solar inverters, and other applications where lifetimes of more than a decade under strong thermal and electrical cycling are expected. GaN has become the technology of choice in fast chargers, laptop and phone adapters, compact server power supplies, and telecom rectifiers, where operating voltages are lower and mission lifetimes, while still significant, are less extreme than in grid or traction hardware.
A key emerging observation is that GaN can achieve silicon-like or better reliability in consumer and datacom-grade conditions, provided that gate driving and thermal design are executed with tight control. In heavy-duty industrial or transportation environments with wide ambient swings, high surge exposures, and complex EMC/EMI constraints, SiC retains a structural advantage stemming from its vertical device geometry and bulk material robustness.
4. Application Mapping: Where GaN and SiC Compete or Complement
On paper, both GaN and SiC can serve across a wide power and voltage range. In practice, economics, packaging, and reliability push the technologies into partially overlapping but distinct application domains.
4.1 EV Powertrains and High-Voltage Mobility
EV traction inverters at 800 V class and above are now heavily associated with SiC. The combination of 1200 V rated MOSFETs, high thermal conductivity, and strong avalanche behavior aligns well with the needs of traction drives subjected to repetitive load cycling, harsh vibration, and non-ideal cooling. SiC enables significant reductions in conduction loss compared with silicon IGBTs, supports compact motor inverters, and simplifies cooling system design in many architectures.
GaN’s current role in EVs is more concentrated in onboard chargers (OBCs), DC-DC converters, and auxiliary power supplies. In those subsystems, especially below 650 V, GaN’s high switching frequency capability allows substantial reductions in magnetics and passive components, enabling lighter and more compact power electronics. Some EV platforms combine SiC-based traction inverters with GaN-based onboard chargers, effectively splitting the powertrain according to voltage and mission profile.
4.2 Renewables, Storage, and Grid-Tied Equipment
Large solar string inverters, central inverters, and utility-scale storage systems place a premium on high-voltage handling, surge robustness, and long lifetimes in challenging outdoor environments. SiC has gained traction here for similar reasons as in traction drives: the ability to handle 1000–1500 V DC buses, strong thermal characteristics, and credible 15–20 year lifetime expectations under field conditions.
GaN’s presence in renewables is more visible in lower power stages, such as module-level power electronics (MLPE), residential-scale inverters, or auxiliary DC-DC converters where footprint, efficiency at partial loads, and high-frequency operation are decisive. The combination of compact magnetics and high switching speeds can materially reduce the size and weight of rooftop or wall-mounted gear, though long-term field performance data in these outdoor environments is still accumulating.
4.3 Data Centers, Telecom, and Consumer Fast Charging
This is where GaN’s device physics is most fully exploited. In high-density server power shelves, 48 V bus conversion, and telecom rectifiers, GaN enables multi-MHz switching and high power densities. The ability to reduce the size of inductors and transformers, often by double-digit percentages, has direct consequences for rack-level volumetric power density and airflow management. GaN’s efficiency advantages at partial load can also align well with real-world server utilisation profiles.
In consumer fast chargers and adapters, GaN has already redefined form factors, allowing tens to hundreds of watts of power in extremely compact packages. Here, the controlling constraints are cost, safety, and thermal comfort rather than 15–20 year lifetimes, and GaN’s physics aligns almost perfectly with the design space.
SiC is not absent in datacom or fast-charging ecosystems, but its relative cost structure and advantages are more attractive at higher voltages and powers than those typically encountered in consumer adapters or 48 V bus converters. As a result, GaN is more structurally advantaged across much of this segment.
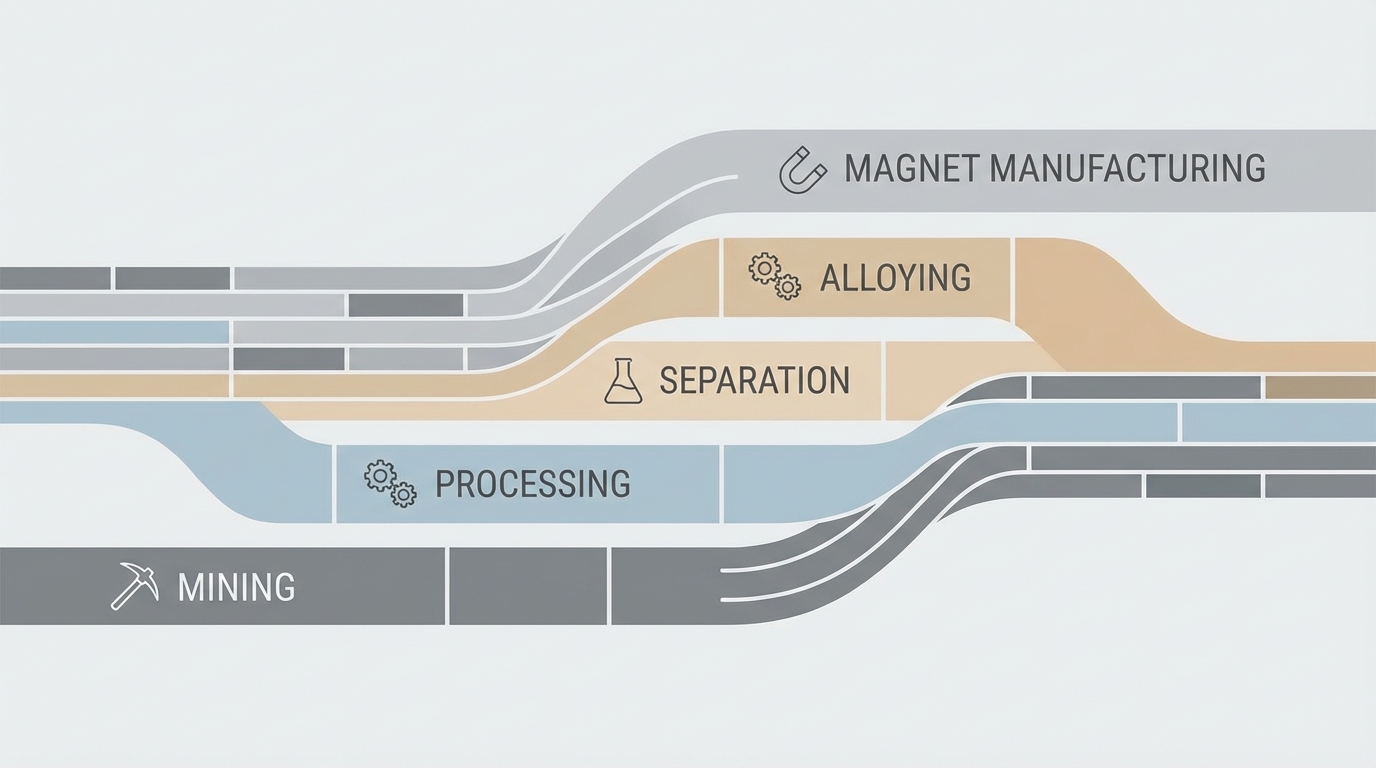
5. Gallium vs Silicon Carbide: Raw Materials, Wafer Technology, and Supply Risk
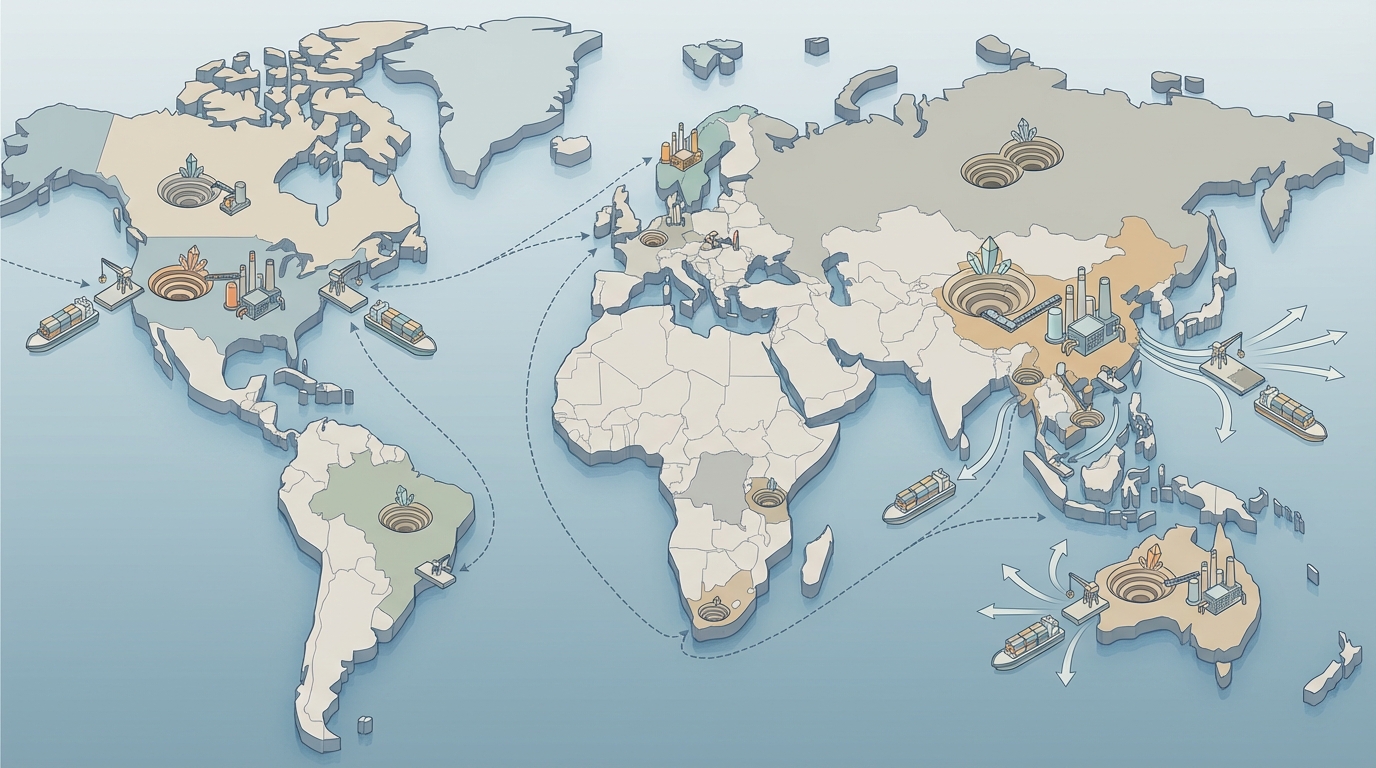
From a materials and mining perspective, GaN and SiC are not equal. The gallium needed for GaN devices is produced almost entirely as a by-product of other mining and refining operations, while silicon and carbon for SiC are derived from far more abundant and geographically diversified sources. This asymmetry is central to understanding strategic risk profiles during rapid WBG adoption, traced in detail in our wide-bandgap supply chain deep dive.
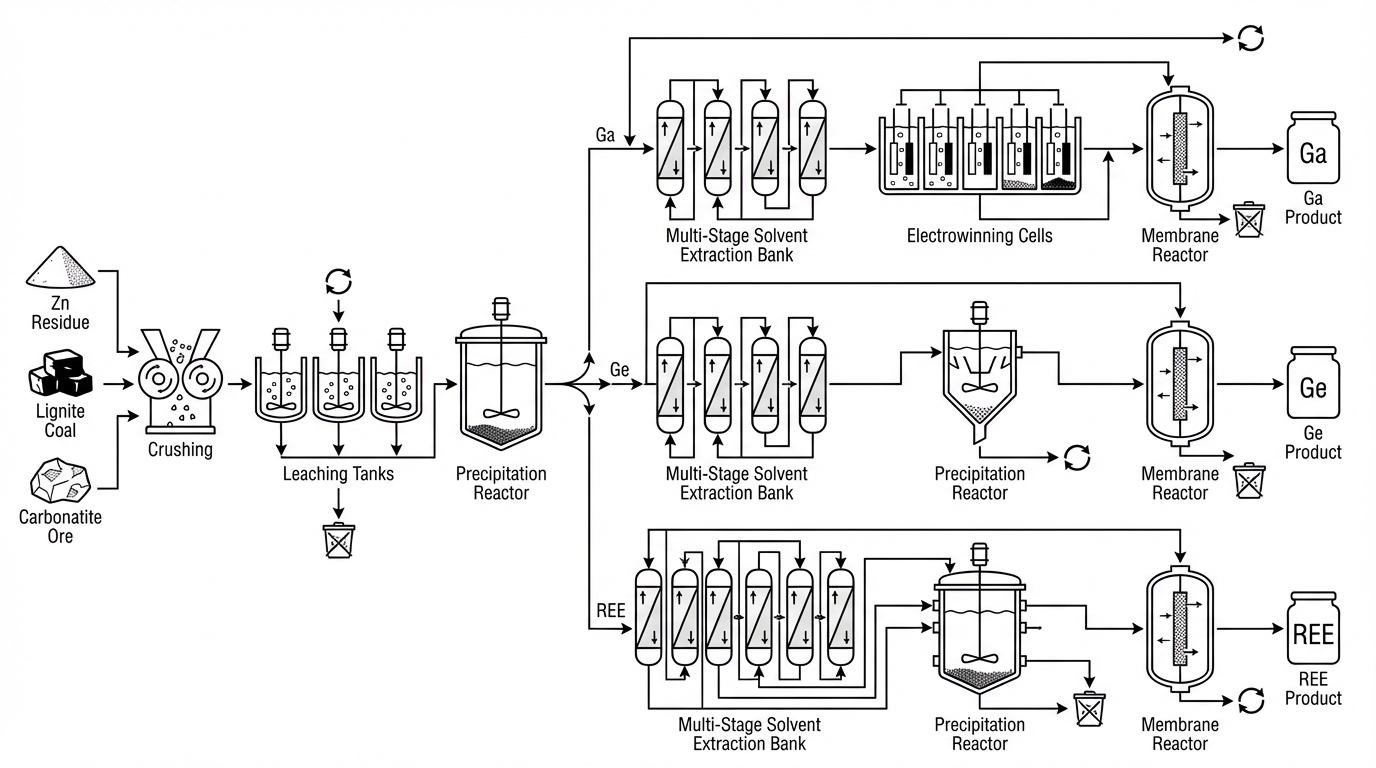
5.1 Gallium: By-Product Dependency and Concentrated Refining
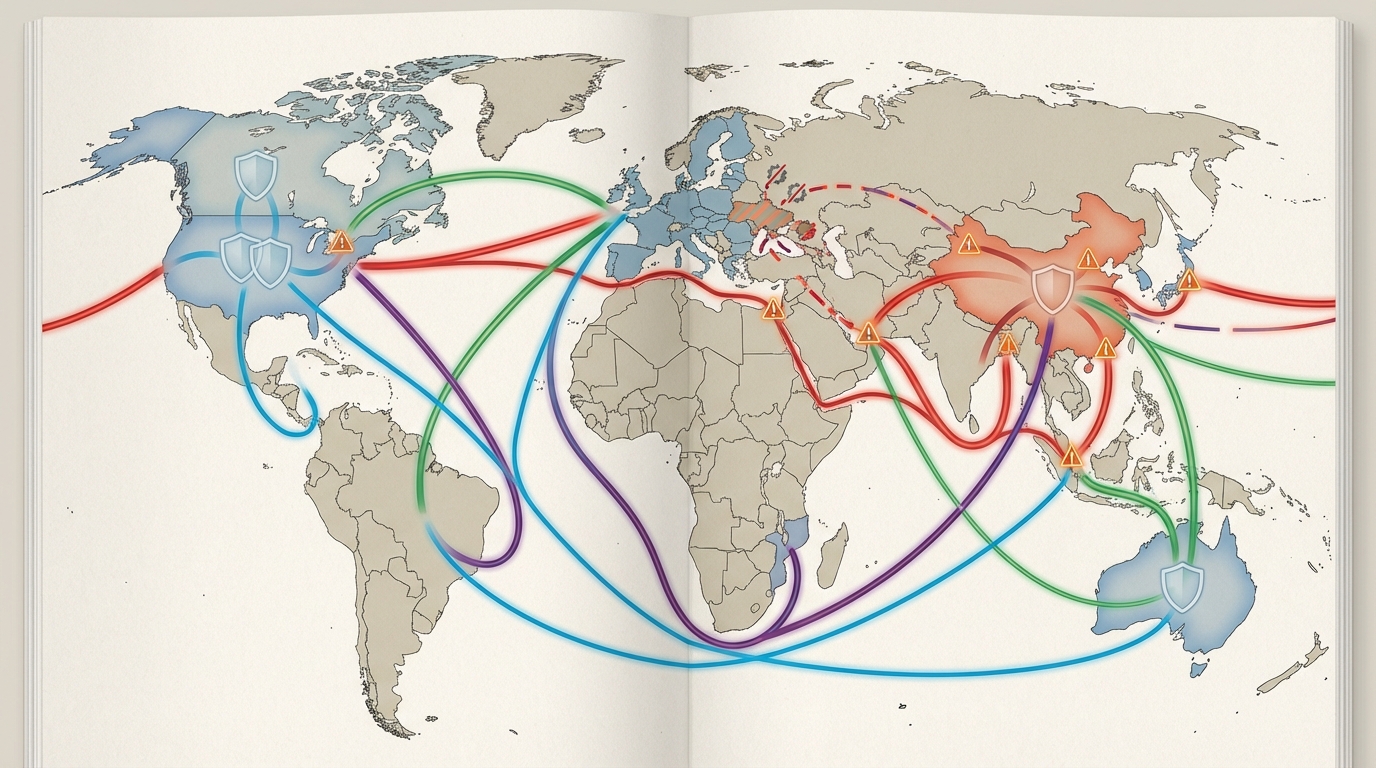
Gallium is typically recovered as a minor constituent from bauxite processing (alumina refineries) and from certain zinc processing streams. Because gallium production is tied to aluminium and zinc output, primary supply is relatively inelastic to demand from LEDs and power electronics. Historically, refined gallium production has been highly concentrated in a small number of countries, with China holding a dominant share of output and refining capacity, leaving Western buyers dependent on a thin set of non-Chinese gallium and germanium sources according to recurring USGS and EU critical raw material assessments.
Export licensing changes and broader geopolitical tensions have raised perceived gallium supply risk in the last several years. For GaN power electronics, this concentrates upstream exposure: even if epitaxy, wafer processing, and device fabrication are geographically diversified, the gallium-bearing feedstock still often originates from a small cluster of refineries. Under frameworks such as the EU Critical Raw Materials Act and related national regulations, this has already driven tighter scrutiny of material provenance, long-term offtake contracts, and recycling potential from LED and RF waste streams.
5.2 Silicon Carbide: Abundant Precursors, Complex Crystals
SiC draws on far more abundant raw materials: high-purity quartz or silica, metallurgical-grade silicon, and carbon sources such as petroleum coke or other high-purity carbons. The strategic constraint is not geological scarcity, but rather the complexity of growing large, defect-controlled SiC boules and wafers. Physical vapor transport (PVT) crystal growth is capital- and energy-intensive, and scaling from 150 mm to 200 mm wafers has been a major area of industrial focus.
This means SiC supply risks are more about manufacturing capacity, yield, and process control than raw ore availability. Wafer costs remain high relative to silicon, but as multiple producers bring additional capacity online and refine defect control, the trajectory points toward more diversified supply. From a critical materials standpoint, SiC sits in a more comfortable position: it does not depend on a single-country by-product stream, and its precursors are widely distributed across the globe.
5.3 Wafer and Epitaxy Ecosystems
On the midstream side, GaN and SiC require different infrastructure. SiC wafers are grown as bulk single crystals, sliced, and polished before epitaxial layers are deposited. Wafer sizes have historically lagged silicon, but 150 mm and 200 mm wafers are now standard targets, with some pilot efforts exploring larger diameters. Tooling, epitaxy reactors, and fab processes are increasingly tuned specifically to SiC device structures.
GaN power devices, by contrast, are usually realised as GaN epitaxial layers grown on silicon or SiC substrates using metal-organic chemical vapor deposition (MOCVD) or related techniques. This allows reuse of large-diameter silicon wafers and partially leverages existing silicon fab lines, but at the cost of managing thermal expansion and lattice mismatch between GaN and the substrate. These mismatches drive dislocation densities and defect structures that feed directly into trapping, leakage, and long-term reliability.
Vertical GaN on native GaN substrates is an area of active development aimed at high-voltage applications, promising to combine GaN’s superior breakdown field with vertical architectures akin to SiC. The limiting factor is currently the availability and cost of high-quality bulk GaN substrates, which are even more challenging to produce at scale than SiC boules. This emerging path is strategically important but not yet a volume alternative to SiC at 1200 V and above.
6. Implementation Realities: Gate Drive, Packaging, and Compliance
Even where physics clearly favours GaN or SiC for a given application, implementation constraints can override theoretical advantages. Gate drive ecosystems, package standards, EMC compliance, and qualification requirements all shape which technology is credible in a given sector.
6.1 Gate Driving and Control Electronics
SiC MOSFETs typically require relatively high gate voltages with defined positive and negative drive levels (for instance, +15/−5 V ranges are common), and tolerate relatively slower switching speeds while still delivering efficiency gains over silicon. Gate drivers need sufficient immunity to high dV/dt environments and robust desaturation protection, but the overall design language is a natural extension of high-voltage silicon MOSFET experience.
GaN gate driving is more delicate. Enhancement-mode HEMTs often operate with small gate voltage windows, and are intolerant of overshoot beyond specified limits. Fast transients, high dV/dt, and strong Miller coupling require carefully matched drivers, short gate loops, and sometimes integrated driver–FET packages to manage parasitics. In many of the highest-density GaN designs, successful operation depends as much on co-packaged drivers and optimised layouts as on the intrinsic device physics.
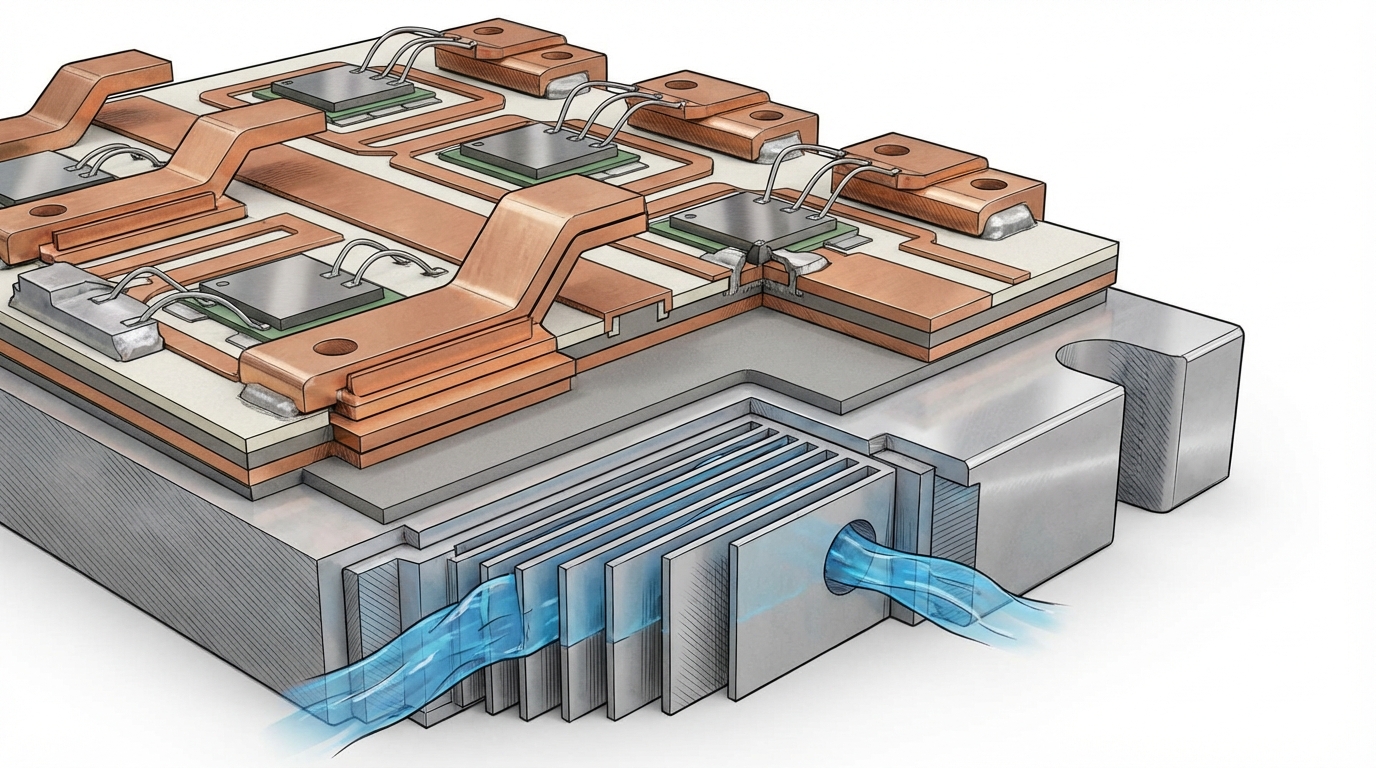
6.2 Packaging, Layout, and EMI
SiC modules for traction and industrial drives often adopt standard power module formats, sometimes shared with silicon IGBTs, easing mechanical integration but not always optimising loop inductances. Even so, switching speeds relative to silicon are sufficiently higher that package and layout parasitics still receive far more scrutiny than in legacy designs. Co-optimised module layouts, press-fit terminals, and low-inductance busbars are now standard in advanced SiC power stacks.
GaN’s very fast edges and high frequency potential strongly incentivise packages with minimal parasitic inductance and capacitance: embedded packages, chip-scale packaging, and laminate-integrated solutions are common. These design choices materially affect EMC and conducted/radiated emissions. Inadequate attention to PCB stack-up, return paths, and common-mode chokes can quickly erode the theoretical efficiency gains from GaN by forcing derating or additional filtering.
6.3 Standards, Qualification, and Industrial Resilience
Automotive and grid equipment impose rigorous qualification chains: AEC-Q101 for discrete semiconductors, ISO/TS standards, and various JEDEC specifications. SiC devices now have a visible track record in meeting these requirements, and several leading SiC vendors have dedicated automotive-qualified lines. This maturity feeds back into design decisions, as OEMs can rely on accumulated field data and structured failure analysis.
GaN devices have achieved automotive qualification in selected categories, but deployment remains more concentrated in consumer, datacom, and selected industrial roles. Qualification cycles continue to extend into more demanding mission profiles, yet many OEMs still view GaN as a younger technology for high-voltage, long-lifetime applications. From an industrial resilience perspective, this means SiC currently anchors more of the long-life, safety-critical nodes in the global power electronics infrastructure, while GaN increasingly populates high-density but shorter-lifetime equipment.
7. Trade-Off Synthesis: Physics, Risk, and Material Constraints
Aggregating these layers—physics, device architecture, reliability, and supply chains—reveals a clearer structural picture of GaN vs SiC in power electronics.
First, SiC is structurally advantaged wherever high voltage, high power, and harsh operating conditions coincide. Its vertical architecture, high breakdown field, and thermal conductivity create a large safety margin. That margin is what supports 800 V traction inverters, utility-scale solar, and industrial drives that need to survive decades of cycling, overloads, and non-ideal cooling.
Second, GaN is structurally advantaged where switching frequency, power density, and form factor dominate the requirements, and where mission profiles are compatible with tightly controlled gate drive and thermal design. Datacenter power supplies, telecom rectifiers, and consumer fast chargers are the clearest examples. In these environments, GaN transforms magnetics, enclosure size, and thermal management assumptions, often achieving both higher efficiency and substantial size reductions versus silicon or even SiC at equivalent voltages.
Third, material supply chains tilt risk profiles in different directions. Gallium’s by-product status and concentrated refining elevate geopolitical and regulatory risk for GaN, even as more epitaxy and device fabrication capacity moves into diversified geographies. SiC, anchored in abundant silicon and carbon sources but constrained by advanced crystal growth capacity, presents more of a manufacturing scaling challenge than a pure raw material risk. These differences matter for governments, OEMs, and regulators planning long-term electrification and digital infrastructure.
Finally, overlap zones are substantial. Onboard chargers, residential solar inverters, industrial power supplies, and mid-power drives sit in a regime where both GaN and SiC can credibly compete. In these spaces, selection often hinges on institution-specific comfort with each technology’s failure modes, internal design capabilities for high-speed switching, and sensitivity to raw material risk and regulatory oversight.
From the Materials Dispatch perspective, the decisive insight is this: in WBG power electronics, the key variable is not which material is “better” in the abstract, but which combination of physics, packaging, and supply chain constraints is acceptable at each node of the power conversion stack. As EV architectures, renewable penetration, and data center loads continue to escalate, active monitoring of gallium policy signals, SiC wafer capacity expansions, and reliability field data will define how the GaN–SiC balance evolves in the coming hardware cycle.
Note on Materials Dispatch methodology Materials Dispatch integrates technical literature on WBG device physics, regulatory and trade monitoring around critical materials (such as gallium), and market data on end-use specifications in EVs, renewables, and datacenters. This cross-reference of process-level engineering constraints with upstream material realities underpins the assessments presented in this analysis.